Metcalf
Expedition Leader
Spinning some aluminum this evening.
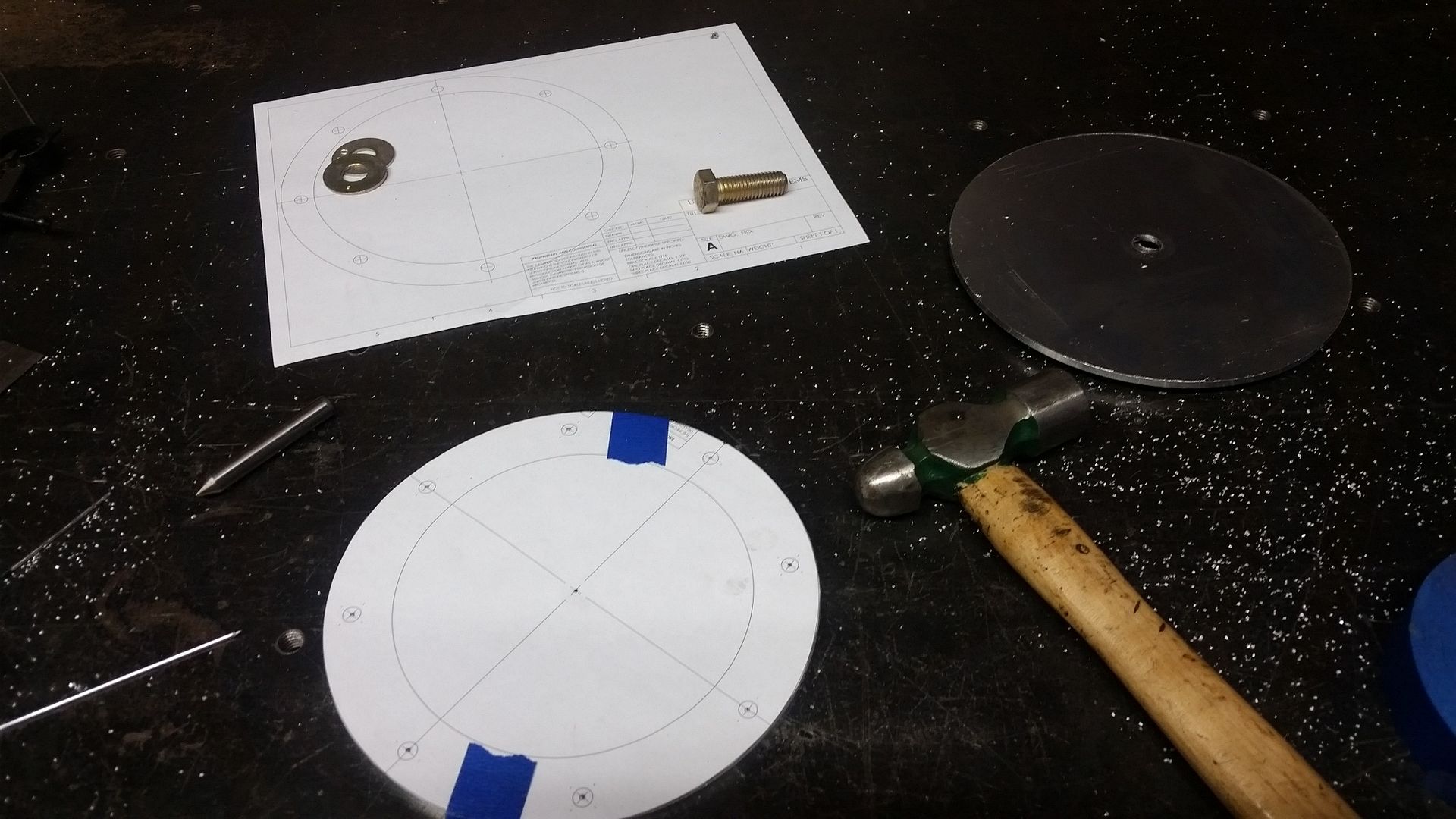



One down. This is the clamp ring for the GM fuel pump.
I still have to make one more that will act a shim under the fuel pump flange that will trap the o-ring seal. It will also be the right thickness for proper compression on the seal when everything snugged down.
Fun stuff.




One down. This is the clamp ring for the GM fuel pump.
I still have to make one more that will act a shim under the fuel pump flange that will trap the o-ring seal. It will also be the right thickness for proper compression on the seal when everything snugged down.
Fun stuff.
























