Something new to work on....

I need to extend the door post up about 3" to match the new rear body line. This is a pain in the butt shape for sure. There is a little reverse bend I need to match. I also want to make a removable door surround for the upper half of the door so I figured it was worth investing a little time in making something to help me.....

Started by making a little chipboard template for the top cap. I'll need to make a few of these eventually in some 1/8" steel, but I was more concerned about having a way to transfer the shape for now....
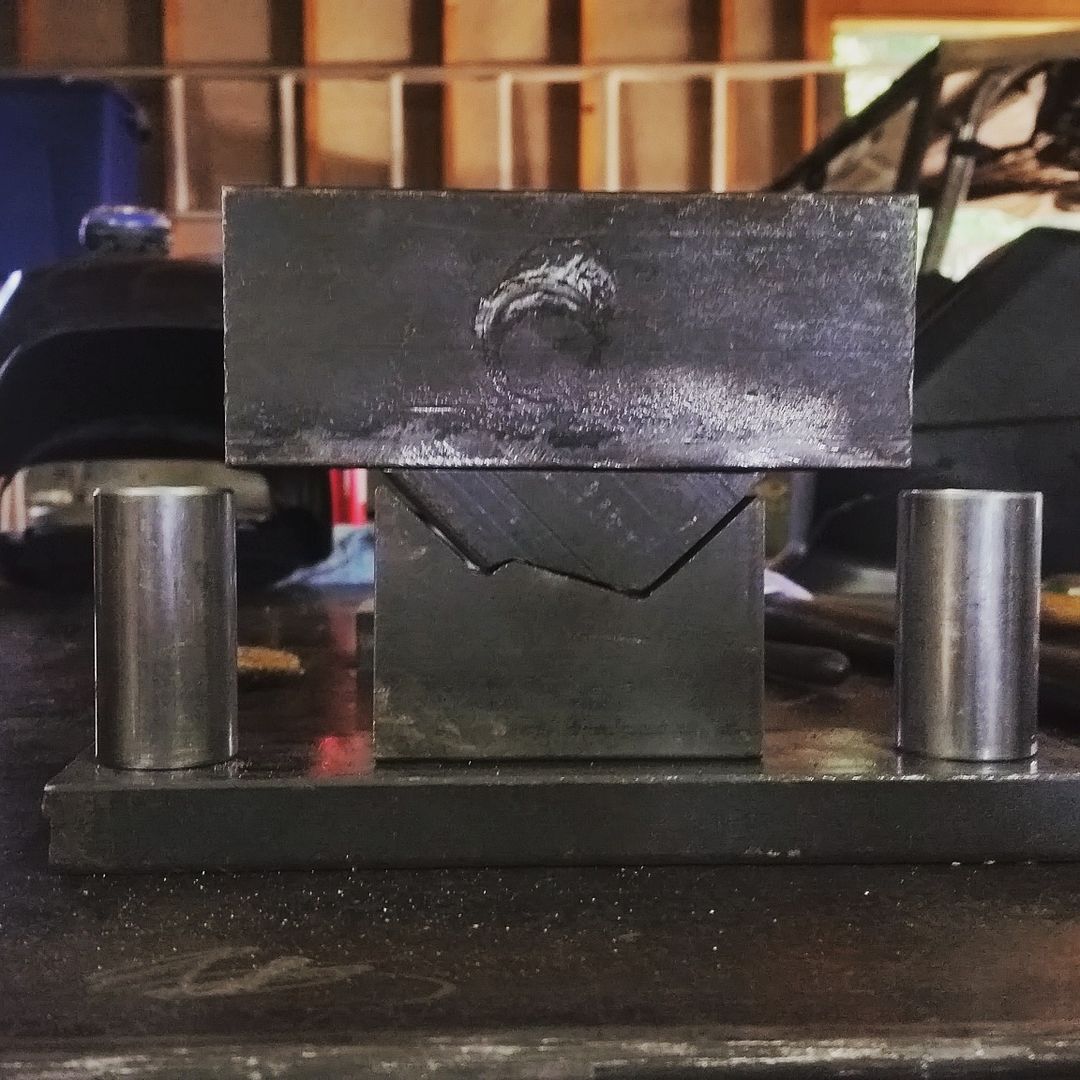
A couple hours later I had this! I decided to make some 'pullmax' style tooling to form this shape in straps of sheetmetal. Basically, you form the metal a bit at a time using a die with limited length. I plan on using this in my little HF press in stages.

I made the dies with pretty simple tools. I basically drilled all the inside corners with a 1/4" bit to match the radius I needed. Then connected the dots with the bandsaw in the vertical position. After some file work to clean up the shape I cut off the section in the bandsaw the other direction. The same was done for the female portion of the tie after scribing the make shape in transfer. The female side required a little more work with the files, but came together pretty nice.
Tomorrow I will get everything welded into a little assembly along with round up a few springs to use on the guide rods. Then I should be ready to make one of the test panels.
The other part of this construct will just be a simple 90 part and it will overlap the formed part in the striker plate area. I am going to give myself an extra fastener for that in case I want to raise the door latch a bit too.
Once I am more comfortable with how the die works I will form the 21" tall sections for the upper door surround. I think I am going to make that a bolt in part to allow a little more elbow room when the upper part of the door is removed.....similar to how the door surround works on like a jeep TJ.






















